挤塑板保温材料一站式服务商
 咨询热线 咨询热线 |
136-6805-2259 185-2359-6656 |
| 咨询热线 |
136-6805-2259 185-2359-6656 |

公司名称:重庆澳富保温材料有限公司
联系方式:185-2359-6656(叶总) 136-6805-2259(叶总)
座机号码:023-68173980
QQ邮箱:1871680613@qq.com
公司网址:www.cqaofu.com
公司地址:重庆市九龙坡区含谷镇火龙路82号
保温板的成型工艺是一个涉及原料选择、预处理、发泡成型、后处理及质量检测的复杂过程,其核心在于通过准确控制各环节参数,使材料形成均匀闭孔结构,从而具备优异的保温性能。以下以XPS挤塑板为例,详细阐述其成型工艺过程:
一、原料准备与预处理
原料选择
基础树脂:以聚苯乙烯(PS)树脂为主,根据性能需求选择通用型(GPPS)或高抗冲型(HIPS)。
发泡剂:常用物理发泡剂(如戊烷)或化学发泡剂(如碳酸氢钠),物理发泡剂通过气化膨胀形成泡孔,化学发泡剂通过分解产气实现发泡。
添加剂:包括成核剂(如滑石粉)、阻燃剂(如六溴环十二烷)、抗老化剂(如紫外线吸收剂)等,用于改善板材性能。
原料预处理
干燥:将聚苯乙烯树脂在80-100℃下干燥4-6小时,去除水分(含水率需≤0.1%),防止发泡过程中气泡破裂。
混合:按配方比例将树脂、发泡剂、添加剂加入高速混合机中,在50-70℃下混合10-15分钟,确保均匀分散。
二、熔融挤出与发泡成型
熔融挤出
螺杆挤出机:将混合好的原料送入双螺杆挤出机,通过加热(180-220℃)和剪切力使树脂熔融塑化。
计量泵:准确控制发泡剂注入量(通常为树脂质量的3-8%),与熔融树脂在混合段充分混合。
发泡成型
模头设计:熔融物料通过模头挤出时,模头温度控制在160-180℃,形成连续片材。
发泡过程:
物理发泡:发泡剂在高压下溶解于熔融树脂,通过模头后压力骤降,发泡剂气化形成泡孔。
化学发泡:发泡剂在挤出过程中分解产气,推动树脂膨胀发泡。
冷却定型:片材通过冷却辊组(温度10-20℃)快速冷却,固定泡孔结构,防止收缩变形。
三、后处理与切割
牵引与整平
通过牵引机将冷却后的片材拉至规定厚度(通常20-100mm),同时用整平辊消除表面波浪纹。
切割与包装
纵向切割:根据需求将片材切割为规定宽度(如600mm、1200mm)。
横向切割:按长度要求(如1200mm、2400mm)切断,形成标准板材。
包装:用PE膜或收缩膜包裹板材,防止运输过程中划伤或受潮。
四、关键工艺参数控制
温度控制
挤出机温度:分段控制(一区140-160℃,二区180-200℃,三区160-180℃),确保树脂充分熔融且不分解。
模头温度:160-180℃,影响发泡均匀性和表面质量。
冷却辊温度:10-20℃,快速固化泡孔结构。
压力控制
挤出压力:通常10-20MPa,保证发泡剂均匀溶解。
发泡压力:通过模头设计控制,影响泡孔密度和尺寸。
速度控制
螺杆转速:50-150rpm,影响物料停留时间和发泡效果。
牵引速度:与挤出速度匹配,确保板材厚度均匀。
五、不同类型保温板的工艺差异
EPS聚苯板(模塑法)
工艺流程:将可发性聚苯乙烯珠粒(含发泡剂)加热预发泡→熟化→模压成型→蒸汽养护。
特点:泡孔为开孔结构,透气性较好,但强度低于XPS板。
PU聚氨酯板(喷涂/浇注法)
工艺流程:将多元醇和异氰酸酯按比例混合→喷涂或浇注到模具中→发泡固化。
特点:泡孔细密,导热系数低,但需现场施工,适用性受限。
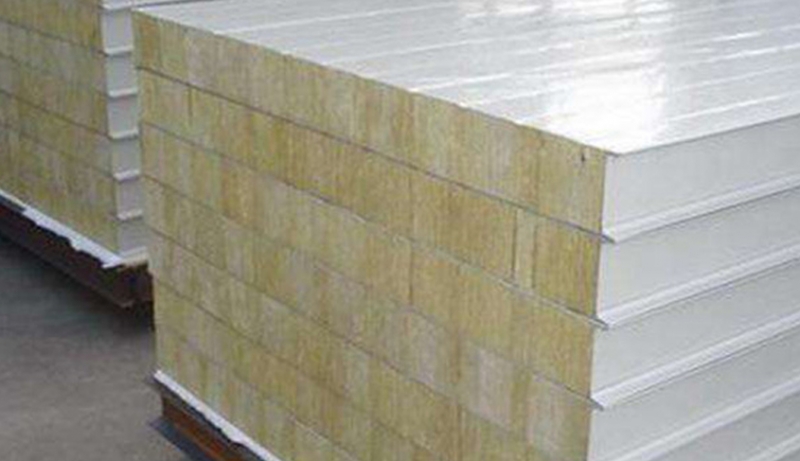
岩棉板(熔融甩丝法)
工艺流程:将玄武岩等原料熔融→高速离心甩丝→集棉→固化→切割。
特点:无机材质,防火性能优异,但吸水率较高。







 渝公网安备50009802002789号
渝公网安备50009802002789号